The Million Dollar Question
Mike Kotraba knows that sometimes the most valuable changes to an operation come from posing a simple question.
Kotraba serves as general manager of ASARCO Ray Mine in Kearny, Arizona. ASARCO’s Ray Mine operation is a 250,000-ton-per-day copper ore open pit mine that produces approximately 100 million pounds of copper each year. ASARCO (American Smelting and Refinery Company) was established in 1899 primarily as a lead and silver smelting and refining company. Today, it is primarily a copper mining, smelting and refining company, and is a wholly-owned subsidiary of Grupo Mexico.
Product Types
Product Brands
Applications
As general manager of the Ray operation, Kotraba is always seeking new ways to keep costs low and improve production throughput. Most recently, the question that plagued him concerned the low-quality copper material that had to be recirculated through the primary SAG (semi-autogenous grinding) mill. What would be the net impact on SAG throughput if the operation could remove the recirculating load from the mill, he wondered.
“The biggest challenge we face at ASARCO Ray is the price of copper, which is something we don’t have any control over,” Kotraba said. “So we try the best we can to be as efficient as we can and mine as safely as we can. We’re really focusing on things we can change and the things that can impact our future.”
SOLVING A DILEMMA
The day-to-day operation at ASARCO’s Ray Mine begins with drilling, which allows the company to identify which material has the highest level of copper in it so it can identify where to send the material on the mine site. Once the material is sampled and blasted, it is then prepared to be loaded and hauled.
There are two basic types of ore bearing material present at ASARCO’s Ray Mine – one, a softer meta-sediment rock (schist), and the other, an extremely hard diabase. The copper bearing sulfide material is hauled to the primary gyratory crusher, where it is crushed and then fed to the SAG and ball mill circuits, where it is crushed further and ground. From there, the copper concentrate is transported via local railroad (Copper Basin Railway) to the nearby smelter where it is transformed into anodes. Copper bearing oxide material from the mine is hauled to leach dumps, where it is leached with a dilute solution of sulfuric acid. The leach solution is then processed through the company’s SX-EW facility to make copper cathodes. The copper anodes and cathodes produced from both processes are then shipped to the ASARCO Amarillo Refinery, where they are refined and shipped as copper rod to outside customers.
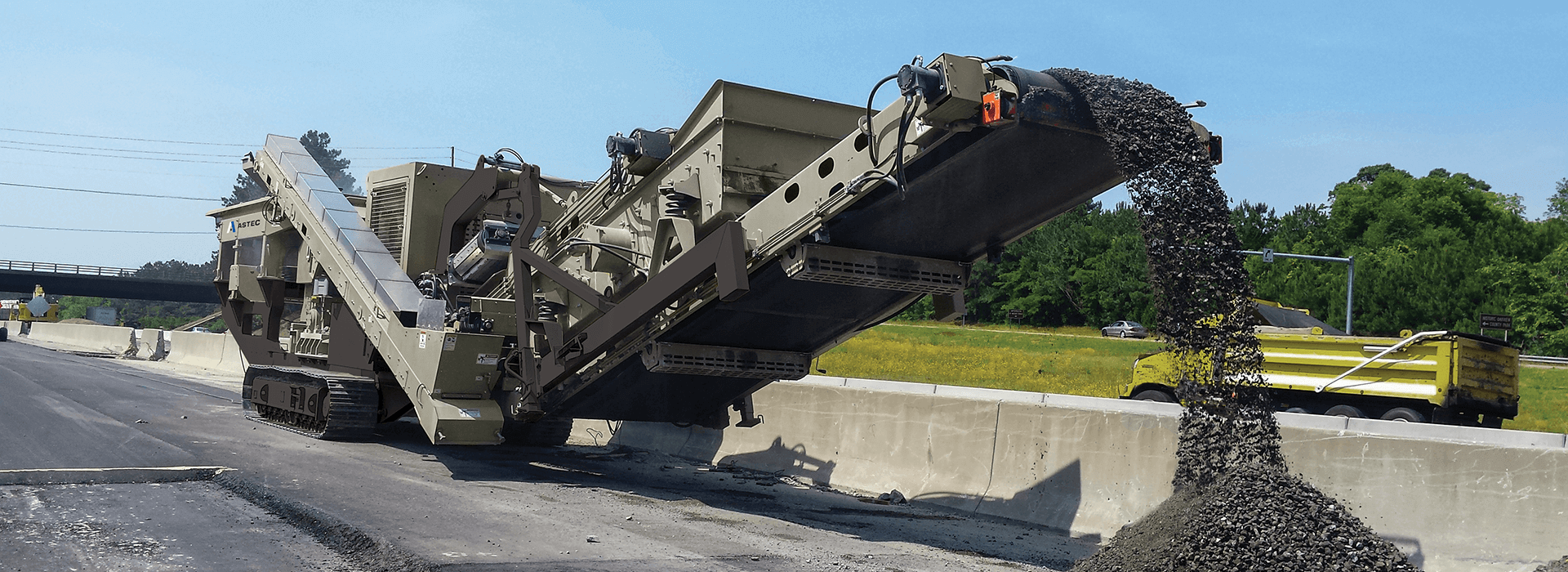
Through testing, the pebbles from both the harder diabase and the softer meta-sediments were found to be nearly barren of copper mineralization after their first pass through the SAG mill with nearly all the copper mineralization, which occurs on veins and veinlets, being “washed off” through the SAG grinding process. The nearly-barren pebbles take up precious volume in the SAG, which could be used for additional, higher-grade, fresh feed, according to Mike Kovach, senior supervisor for drilling and blasting at the Ray operation. To eliminate the very low-grade SAG recirculating load, the company decided to remove the pebbles from its production process. To do this, the mine first needed to invest in a system of conveyors and a telescoping radial stacker. The telescoping action of the radial stacker would be used to load the operation’s fleet of massive 240 and 400-ton haul trucks.
THE PERFECT FIT
Kovach had previously worked in aggregate operations, and had experience with Astec’s SuperStacker® Extendable Stacker. He sought out Gary Carpenter of Reuter Equipment, an authorized Astec dealer with locations in Tucson and Phoenix, to see if Reuter would have a unit available in the correct size that would give the Ray operation the flexibility it needed based on its objective and site footprint. Ray Mine had worked with Reuter Equipment on several projects over the years, and asked the distributor to help evaluate the project’s needs from the very beginning to see what system might work best to accomplish its goal.
“When we were designing the footprint of where we wanted the stacker and conveyors to be placed, placing the conveyors was fairly simple, but trying to get a piece of equipment that could place the material in the back of the truck and allow for stockpiling was a challenge,” Kovach said. “The SuperStacker fit the bill perfectly. It allows us to extend the boom in and out with the stinger and to rotate the entire structure sideways to make a stockpile or hit the truck. It also allows us to raise and lower to hit different heights, which will be important once we move forward with the second phase of our project, which is to place the material into a bin. So it was the perfect fit for what we were trying to do.”
The SuperStacker® is a telescoping stacker designed to minimize stockpile segregation and increase stockpile capacity. SuperStackers are often used to build desegregated stockpiles and ensure product quality. By controlling the extension of the stinger conveyor, radial travel and conveyor incline, layered windrows can be built, minimizing stockpile segregation. The SuperStacker features the Wizard Touch® automation control system, which allows for more stockpiling options and produces a higher-quality product. The easy-to-use automation system comes with factory pre-set programming, and provides the versatility of customizing in the field. The SuperStacker also allows 30 percent more stockpile in the same footprint versus a conventional stacker, optimizing storage space. It includes as standard a “cam-arm” linkage, connecting the rear undercarriage to the conveyor frame. This maintains a constant radius from the pivot plate to the axle, ensuring true radial movement and uninterrupted stockpiling.
In the future, Ray Mine plans to integrate the stacker’s remote control and automation options, which would allow the stacker to be operated remotely by mill control workers inside the mill, so no employees would have to be outside running the stacker during the scorching Arizona summers.
To ensure the stacker would work in the mine’s application, Kotraba decided to undergo a six-month rental period where the operation could conduct extensive testing to assess the SuperStacker’s capabilities and ensure it was the right product for the job.
In less than a month, ASARCO Ray Mine had its answer. Thanks to the SuperStacker, the mine saw increased mill throughput and reduced costs. In the first three months of use, ASARCO has removed approximately 500,000 tons of reject material from the SAG mill circuit, saving the company between $750,000 and $1,000,000. These savings come from: 1) reduced costs (by not crushing and recycling the sub-grade recirculating load); 2) increased SAG throughput (by rejecting the sub-grade recirculating load thereby opening-up additional SAG volume for more fresh feed), and 3) increased copper production (by adding higher grade, fresh feed to the process).
“With the help of Reuter Equipment and Astec, we’ve put together a package that, in under a month from full trial implementation, has paid for itself and then more,” Kotraba said. “We’d consider that a very, very successful project.”
In addition to the significant savings earned by the SuperStacker, Ray Mine also used its ingenuity to install drip pans underneath the conveyors to collect the fines that were accumulating with the water from the sprayers. When they tested the material, they found that the grade of the fines material was almost twice their current feed-grade.
“The process is a wet process, so it’s a little different than your typical gravel operation,” Kovach said. “Though the fines in the carryback water do not represent a high volume, they still contain a lot of copper, so we put drip pans on both conveyors to capture the material, and use sprayers to wash the fines back into the mill and back into our process.”
MAXIMIZED UPTIME
While the SuperStacker proved to be the right piece of equipment for the job, ASARCO Ray Mine also knew dealer and factory support was a critical piece during the purchasing process. As one of the largest copper mines in Arizona, it needs to maximize uptime as much as possible, Kovach said.
Part of that support included developing a thorough preventative maintenance program with Reuter Equipment and Astec, Kovach said. That program requires scheduled preventative maintenance every other day, which gives the company’s service personnel an opportunity to inspect the equipment for signs of wear and make any necessary adjustments that might prevent a breakdown.
“There’s a responsibility on us to conduct preventative maintenance,” he said. “The program developed in conjunction with Reuter and Astec will ensure we get the best longevity out of the components and the system.”
“We’re a 24/7, 365-days-a-year operation,” he continued. “If a system or a component of it goes down, we need support as quickly as possible. The service and support that we need and have received from Reuter Equipment has been a tremendous boost to us.”
Related Products
-
Mobile HSI Plants
-

Telescoping Conveyors
-

Stationary Conveyors